

Málmstimplun er ferli þar sem notaðar eru stimplunarvélar og verkfæri til fjöldaframleiðslu. Það er nákvæmara, hraðara, stöðugra og á lægra verði en leysiskurður og beygja með beygjuvélum. Auðvitað þarf fyrst að hafa verkfærakostnaðinn í huga.
Samkvæmt undirdeild er málmstimplun skipt í venjulegtStimplun,Djúp teikningogNCT gata.
Mynd 1: Eitt horn stimplunarverkstæðis HY Metals
Málmstimplun einkennist af miklum hraða og nákvæmni. Þolmörk stimplunar geta verið ±0,05 mm eða betri, og beygjuþol stimplunar getur verið ±0,1 mm eða betra.


Hönnun stimplunarverkfæra
Þú þarft stimplunarverkfæri til að búa til hlutana þegar framleiðslumagnið er yfir 5000 stk., eða þegar það er dýrt framleitt með leysiskurðar- og beygjuvél.
Verkfræðingateymi HY Metals mun greina málmhlutann þinn og hanna bestu stimplunarverkfærin í samræmi við vöruteikningar þínar og kostnaðaráætlun.
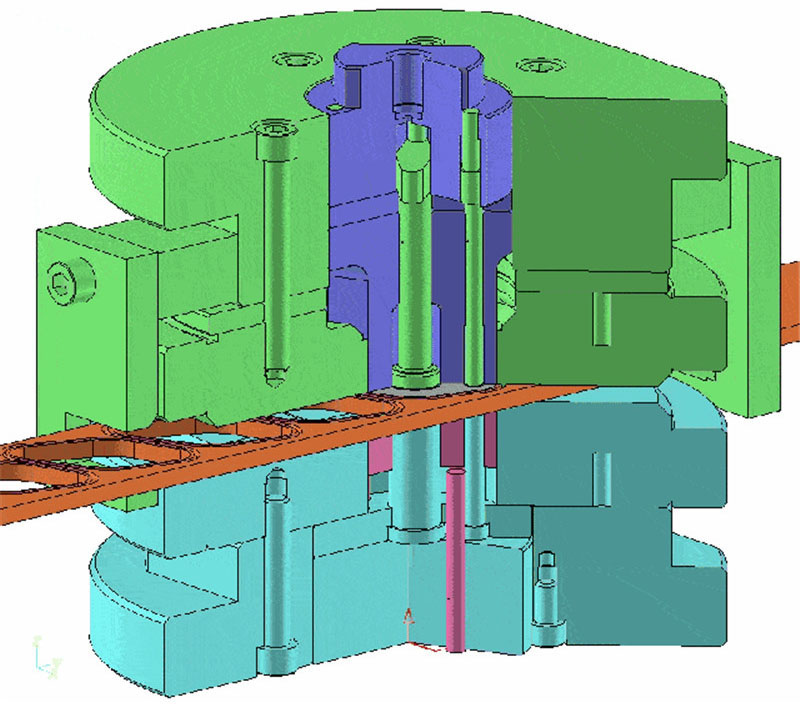
Mynd 2: Við höfum sterkan verkfræðilegan stuðning við hönnun móts
Það getur verið framsækið deyja eða röð af einföldum götunardeyja sem fer eftir uppbyggingu, magni, afhendingartíma og verði sem þú vilt.
Progressive-dance er samfelld stimplunarmót sem getur lokið öllum eða fleiri ferlum í einu. Þú gætir þurft aðeins eitt sett af progressive-dance til að fá fullunninn hlut.
Mynd 3: Þetta er dæmi um einfalda, framsækna deyja, sem sker og beygir einu sinni.
Einstöngunardeyja er skref-fyrir-skref stimplunarferli. Það getur innihaldið stimplunarskurðarverkfæri og nokkur stimplunarbeygjuverkfæri.
Einhöggunarverkfæri eru auðveldari í vinnslu og yfirleitt ódýrari en framsækin verkfæri. En það er hægara í fjöldaframleiðslu og stimplaðir hlutar verða með hærra einingarverð.
Stimplunarskurður
Venjulega er stimplunarskurður fyrsta skrefið til að skera göt eða form.
Skurður með stimplunartólum er mun hraðari og ódýrari en leysirskurður.
Stimplunarmyndun
Fyrir sumar íhvolfar og kúptar uppbyggingar eða rifja fyrir suma málmplötuhluta þurfum við stimplunarverkfæri til að móta þær.
Stimplunarbeygja
Stimplunarbeygja er einnig ódýrari og hraðari en beygjuvélar. En hún hentar aðeins fyrir hluti með flókna uppbyggingu og litla stærð eins og 300 mm * 300 mm. Því þegar beygjustærðin er stærri verður verkfærakostnaðurinn hærri.
Svo stundum, fyrir stóra hluti og mikið magn, hönnum við aðeins stimplunarskurðarverkfæri, engin beygjuverkfæri. Við beygjum hlutana eingöngu með beygjuvélum.
Við höfum 5 faglega verkfræðinga í verkfærahönnun sem munu veita bestu lausnirnar fyrir málmstimplunarhluta þína.


Mynd 4: Geymsla HY Metals fyrir stimplunarverkfæri
Við höfum meira en 20 sett af stimplunar- og gatavélum frá 10T upp í 1200T fyrir málmstimplun. Við smíðuðum hundruð stimplunarmóta innanhúss og stimpluðum milljónir nákvæmra málmhluta fyrir viðskiptavini um allan heim á hverju ári.
Mynd 5: Nokkrir stimplaðir hlutar frá HY Metals
Svo stundum, fyrir stóra hluti og mikið magn, hönnum við aðeins stimplunarskurðarverkfæri, engin beygjuverkfæri. Við beygjum hlutana eingöngu með beygjuvélum.
Við höfum 5 faglega verkfræðinga í verkfærahönnun sem munu veita bestu lausnirnar fyrir málmstimplunarhluta þína.

Mynd 6: Djúpteikning og stimplun koparhluta
Þetta er kopar djúpteiknunar- og stimplunarhluti.
Við hönnuðum alls 7 sett af einföldum gataverkfærum fyrir þennan hluta, þar á meðal 3 sett af djúpteikningarverkfærum til mótun og 4 sett af stimplunarverkfærum til skurðar og beygju.
Mynd 7: Nokkrar NCT gataðar vörur frá HY Metals

NCT gata
NCT-kýlið er skammstöfun fyrir Numerical Control Turret Punch Press, einnig þekkt sem Servo Punch, sem er sjálfvirk vél með iðnaðarstýringarkerfi.
NCT-stimplunarferli er einnig eins konar köldstimplunarferli. Það er almennt notað til að skera möskvagöt eða OB-göt.
Fyrir plötumálmhluta með mörgum götum verður NCT-gatningu betri kostur, ódýrari og hraðari en leysigeislaskurður.
Og við vitum að leysirskurður mun leiða til einhverrar aflögunar vegna hita.
NCT gata er kalt ferli sem leiðir ekki til hitabreytinga og heldur málmplötunni flatri